


鑄機(jī)要實(shí)現(xiàn)高效穩(wěn)定生產(chǎn),理想的設(shè)計(jì)方案是前提,更要有專業(yè)、硬核的“技術(shù)”作為支撐。
以板坯連鑄高效率、高品質(zhì)與低消耗生產(chǎn)為目標(biāo),歷經(jīng)四十年鉆研創(chuàng)新,中冶南方連鑄掌握了一批具有自主知識產(chǎn)權(quán)、邁入國內(nèi)外先進(jìn)水平行列的技術(shù)成果。
其中,最具代表性的,包括高效調(diào)整產(chǎn)品規(guī)格的板坯結(jié)晶器在線調(diào)寬技術(shù),可實(shí)現(xiàn)動(dòng)態(tài)優(yōu)化冷卻的二冷輻切技術(shù),以及持續(xù)迭代的連鑄過程智能控制技術(shù)——依托特有的連鑄數(shù)據(jù)中臺與工藝模型管控平臺實(shí)現(xiàn)的系列成套鑄坯質(zhì)量控制技術(shù),包括結(jié)晶器專家系統(tǒng)、智能精準(zhǔn)動(dòng)態(tài)配水技術(shù)、板坯凝固末端動(dòng)態(tài)壓下技術(shù)、鑄坯質(zhì)量跟蹤與判定系統(tǒng)等。
1、板坯結(jié)晶器在線調(diào)寬技術(shù)
在澆鑄狀態(tài)下,在線調(diào)整結(jié)晶器上下口寬度及窄面錐度的技術(shù)。該技術(shù)節(jié)約停機(jī)調(diào)寬所消耗的非作業(yè)時(shí)間,降低二次開澆帶來的原材料損耗,提升鑄機(jī)金屬收得率和生產(chǎn)作業(yè)率,具有廣闊的應(yīng)用前景。
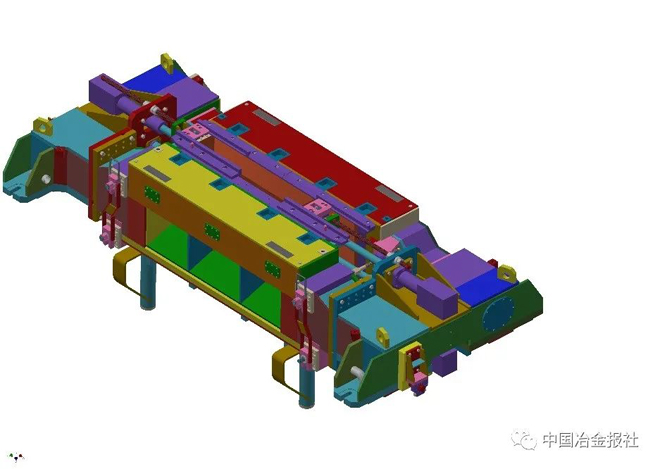
板坯在線調(diào)寬結(jié)晶器
功能特點(diǎn)
系統(tǒng)由液壓調(diào)寬機(jī)構(gòu)和高速調(diào)寬模型(HS-WAM)兩部分組成。
液壓調(diào)節(jié)機(jī)構(gòu)具備驅(qū)動(dòng)能力大、機(jī)械間隙小、調(diào)節(jié)精度高,可實(shí)現(xiàn)±0.1mm的錐度調(diào)節(jié)精度和±0.2mm的在線保錐精度。
高速調(diào)寬模型變錐變寬同時(shí)進(jìn)行,經(jīng)由變錐變寬、銅板平移和錐度復(fù)位三個(gè)過程,可快速實(shí)現(xiàn)結(jié)晶器寬度調(diào)節(jié)過程,同時(shí)保證坯殼承受的應(yīng)力低且均勻,有效避免漏鋼事故。
價(jià)值效益
1、結(jié)晶器兩側(cè)同時(shí)調(diào)寬速度從原來的max 20mm/min提高到max 50mm/min,可不降低拉速而進(jìn)行調(diào)寬,從而大幅縮短調(diào)寬時(shí)間并減少因調(diào)寬造成楔形坯的切割浪費(fèi)。
2、單次更換寬度斷面規(guī)格,可節(jié)約澆注準(zhǔn)備時(shí)間約60min,以每年更換40次計(jì)算(更換次數(shù)越頻繁,節(jié)約時(shí)間越多),可提高鑄機(jī)作業(yè)率約3%。
3、有效降低中間罐內(nèi)襯等耐材消耗,以及部分頭、尾鑄坯損耗,提高鑄坯的收得率。
典型工程
自2003年實(shí)現(xiàn)首次國產(chǎn)化應(yīng)用后,歷經(jīng)福建三鋼、山東泰鋼、寶武武鋼、豐南鋼鐵等項(xiàng)目的改進(jìn)升級,技術(shù)成熟度持續(xù)提升,已達(dá)到國際一流水平;滄州中鐵項(xiàng)目,實(shí)現(xiàn)鑄坯寬度由1540mm至1380mm動(dòng)態(tài)高效調(diào)整。
2、二冷幅切技術(shù)
在板坯寬度發(fā)生變化時(shí),可動(dòng)態(tài)調(diào)整二次冷卻噴淋范圍,大幅降低板坯表面橫裂紋與角部裂紋發(fā)生率,為提高板坯質(zhì)量,實(shí)現(xiàn)高效連鑄提供良好保障。
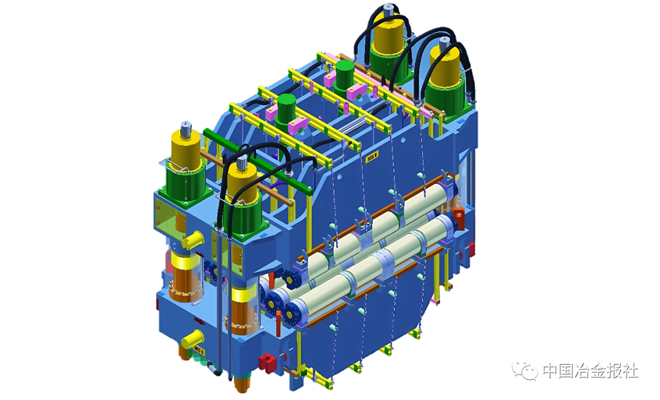
二冷動(dòng)態(tài)幅切裝置
功能特點(diǎn)
1.邊部噴嘴和中部噴嘴采用獨(dú)立的冷卻回路,能夠?qū)崿F(xiàn)寬厚板坯二次冷卻噴淋寬度在線精確控制;
2.控制系統(tǒng)將二冷區(qū)劃分為多個(gè)冷卻區(qū),各冷卻區(qū)建立冷卻回路并建立對應(yīng)關(guān)系;
3.建立噴淋管和噴嘴空間分布信息及對應(yīng)關(guān)系,建立噴淋管和冷卻回路間的對應(yīng)關(guān)系;
4.以三維板坯溫度場計(jì)算程序?yàn)榛A(chǔ),根據(jù)噴淋管結(jié)構(gòu)定義噴嘴空間布置,通過針對不同鋼種、斷面、拉速、比水量等工況進(jìn)行仿真計(jì)算,指導(dǎo)二冷幅切精確控制。
價(jià)值效益
生產(chǎn)窄斷面時(shí),相比常規(guī)鑄機(jī),大幅降低邊部二冷水的浪費(fèi);
精確控制、靈活調(diào)節(jié)幅切噴淋面積,減少澆鑄寬度調(diào)小時(shí)角部過冷現(xiàn)象,顯著提高鑄坯質(zhì)量。
典型工程
冀南鋼鐵3號雙流板坯連鑄機(jī)。
3、板坯連鑄結(jié)晶器專家系統(tǒng)
結(jié)晶器被譽(yù)為連鑄機(jī)“心臟”,而結(jié)晶器專家系統(tǒng)能夠?qū)崟r(shí)對這個(gè)“心臟”進(jìn)行“CT”診斷,實(shí)時(shí)掌握結(jié)晶器銅板的傳熱狀態(tài)、化渣情況等,出現(xiàn)異常時(shí)能及時(shí)采取措施,避免漏鋼事故。
功能特點(diǎn)
1、系統(tǒng)支持算法參數(shù)自適應(yīng),能有效克服銅板厚度,保護(hù)渣類型以及澆注鋼種等工藝、設(shè)備的變化帶來的影響,大幅降低系統(tǒng)維護(hù)的工作量與跟蹤困難。
2、構(gòu)建了結(jié)晶器熱流分析模型、結(jié)晶器液位時(shí)頻分析模型、摩擦力監(jiān)測模型,集成了結(jié)晶器設(shè)備管理、工藝模型和數(shù)據(jù)分析系統(tǒng)。
價(jià)值效益
生產(chǎn)實(shí)踐表明,系統(tǒng)粘結(jié)預(yù)報(bào)準(zhǔn)確率≥98%,誤報(bào)率≤2%,報(bào)警時(shí)間提前5s以上。
典型工程
福建三鋼板坯連鑄工程,成功替換國外系統(tǒng),無漏鋼持續(xù)澆鑄爐數(shù)破11萬,無漏鋼生產(chǎn)超2557天。
4、智能精準(zhǔn)動(dòng)態(tài)配水技術(shù)
通過智能精準(zhǔn)動(dòng)態(tài)配水,幫助鑄坯表面溫降按照冷卻曲線均勻冷卻,重點(diǎn)解決開澆、拉速變化、換包操作等非穩(wěn)態(tài)澆注過程中,鑄坯表面溫度波動(dòng)過大,導(dǎo)致內(nèi)部、表面產(chǎn)生缺陷的問題。

功能特點(diǎn)
1、實(shí)時(shí)計(jì)算溫度場,據(jù)此按工藝要求實(shí)時(shí)調(diào)節(jié)水量,實(shí)現(xiàn)二冷水的智能控制;
2、確保鑄坯溫度符合目標(biāo)溫降曲線,連續(xù)彎曲、矯直與動(dòng)態(tài)配水系統(tǒng)的完美結(jié)合,控制鑄坯的彎曲、矯直溫度,避免裂紋出現(xiàn);
3、多種控制模型相結(jié)合,有效解決鑄坯的熱滯后性、溫度波動(dòng)過大帶來的質(zhì)量問題。
價(jià)值效益
1、減少人工干預(yù)。
2、提高冷卻均勻性,穩(wěn)定鑄坯質(zhì)量。
3、提供熱跟蹤數(shù)據(jù),便于監(jiān)控管理。
典型工程
累計(jì)應(yīng)用100多臺鑄機(jī),成為中冶南方連鑄機(jī)的標(biāo)配。
中信泰富-大冶特鋼四機(jī)四流大方坯連鑄機(jī)從建成投用到現(xiàn)在,是其生產(chǎn)的必備工具,為特種鋼大方坯二冷穩(wěn)產(chǎn)保質(zhì)護(hù)航12余年。
5、板坯凝固末端動(dòng)態(tài)壓下技術(shù)
通過在鑄坯凝固末端區(qū)域施加一定的壓下量,減少或消除鑄坯的中心偏析與疏松。

功能特點(diǎn)
1、成熟的動(dòng)態(tài)熱跟蹤模型,精準(zhǔn)計(jì)算凝固末端位置;
2、完善的自動(dòng)化控制策略,優(yōu)化的液壓控制系統(tǒng),實(shí)現(xiàn)扇形段輥縫的遠(yuǎn)程精準(zhǔn)控制,輥縫控制精度±0.1mm;
3、準(zhǔn)確的輥縫補(bǔ)償設(shè)置:前期有限元計(jì)算、冷態(tài)調(diào)試、熱試校核。
4、高度智能化,自動(dòng)識別坯頭、坯尾、交接坯;當(dāng)檢測到某個(gè)扇形段/拉矯機(jī)故障時(shí)自動(dòng)將壓下量重新分配;故障排除時(shí)可分級自解鎖,實(shí)現(xiàn)壓下控制的無人化。
5、可根據(jù)需求定制輕壓下/重壓下單獨(dú)、復(fù)合控制模式。
價(jià)值效益:
自主產(chǎn)權(quán)的自檢等系列技術(shù)措施,系統(tǒng)具備高穩(wěn)定性和可靠性。
典型工程
福建三鋼250×1600mm板坯鑄機(jī)實(shí)現(xiàn)國產(chǎn)首臺套應(yīng)用,持續(xù)穩(wěn)定運(yùn)行超16年。
6、鑄坯質(zhì)量跟蹤與判定系統(tǒng)
該系統(tǒng)實(shí)時(shí)監(jiān)控連鑄生產(chǎn)情況,為連鑄坯生產(chǎn)過程建立“鑄坯成長檔案”。通過收集鑄坯質(zhì)量參數(shù),實(shí)時(shí)顯示異常的質(zhì)量事件,并將參數(shù)定位到相應(yīng)的鑄坯上,便于優(yōu)化工藝參數(shù)和診斷質(zhì)量缺陷。

功能特點(diǎn)
1、連鑄生產(chǎn)實(shí)績模塊詳細(xì)記錄鑄坯質(zhì)量相關(guān)的生產(chǎn)參數(shù),實(shí)現(xiàn)澆次跟蹤、爐次跟蹤、鑄流跟蹤和鑄坯跟蹤;
2、實(shí)時(shí)顯示并記錄異常質(zhì)量事件發(fā)生的時(shí)刻、位置、持續(xù)的時(shí)間、影響的長度,在線提醒操作工工藝和設(shè)備問題;
3、根據(jù)專家經(jīng)驗(yàn)和設(shè)備參數(shù)制定工藝規(guī)則,判定鑄坯質(zhì)量等級,為鑄坯去向提供參考;
4、產(chǎn)品質(zhì)量反追蹤,再現(xiàn)以往澆鑄情況,為診斷產(chǎn)品缺陷原因提供參考;
5、容性強(qiáng),可與三級或其它二級系統(tǒng)實(shí)現(xiàn)信息交互
6、動(dòng)生成QES報(bào)表,及時(shí)、準(zhǔn)確反映現(xiàn)場生產(chǎn)情況。
價(jià)值效益
1、實(shí)時(shí)了解當(dāng)前鑄機(jī)的工藝和設(shè)備狀況。
2、鑄坯質(zhì)量實(shí)時(shí)跟蹤、智能判定等級。
3、連鑄生產(chǎn)信息化,減少人工錄入過程數(shù)據(jù)。
4、歷史數(shù)據(jù)追溯,為鑄坯質(zhì)量問題分析提供精準(zhǔn)數(shù)據(jù)定位,協(xié)助優(yōu)化生產(chǎn)工藝。
典型工程
應(yīng)用于中信泰富大冶特鋼、柳鋼、鞍鋼、韶鋼等50余臺鑄機(jī),其中:河北豐南鋼鐵共6臺雙流板連鑄機(jī)上線投用,與全廠三級管理聯(lián)動(dòng),實(shí)現(xiàn)連鑄信息化、少人化管理。